One of the most impactful tools that any manufacturer can incorporate into their lean improvement journey is plant layout / facility design. This tool is not only for companies that are looking to move or expand, but it can also, and should be, used to more effectively rearrange existing facility to improve the flow of material and personnel.
Historically as manufacturers grow, they add additional equipment and place it in an open area of the facility. Over time this procedure continues until there are wastes of transportation that lead to ineffective layouts that can contribute to additional wastes of increased lead time, batching of materials / orders, scrap, and rework.
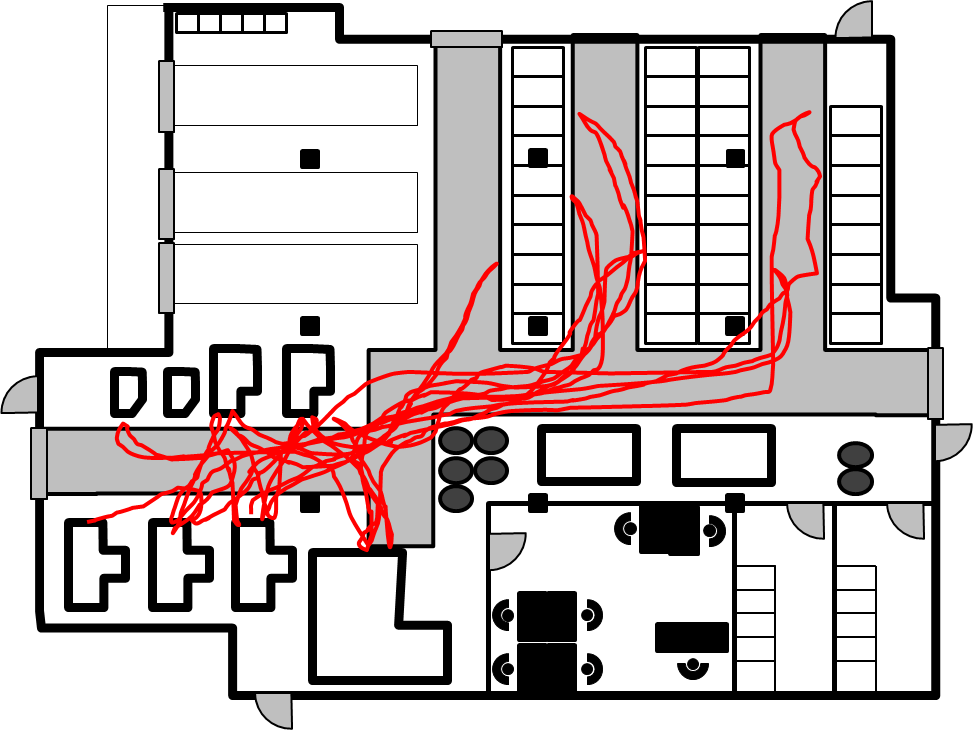
As with all lean manufacturing tools and improvement initiatives the starting point is to know what the current situation is and baseline the current state with a quantifiable metric. In the case of facility design the starting point is a current plant layout and then to track the current movement of people and material to identify the typical distance traveled. The travel distance starts with the major raw material(s) used in the process and follows its path through the typical sequential processing steps. Most manufacturers can be considered “job shop” and consequently not every path follows the same sequential operations. But, in my experience, there is usually an 80 / 20 rule, where 80% of the products have a similar (not exact) path. This is what is referred to as a spaghetti diagram, which is a graphical depiction of what is happening every day within the facility. When creating the spaghetti diagram the material flow, the personnel flow, and the flow of information must be included.
Once you are comfortable with the current state depiction of the flow of material, people, and information; you can see where there is potential for improvement. This can be seen in backtracking, crossing paths and duplications.
The next step is to look at the volume of material / orders that have this configuration. Once you have the issues identified and the frequency of wastes, this will give you an idea of the amount of inefficiency that is currently being produced.
Finally, you are ready to investigate alternative layouts to reduce / eliminate these inefficiencies. Can / should the equipment be combined into a manufacturing cell for this volume of products, or should layout consist of types of equipment in the same area? There is no one solution for this question. Each manufacturer must look at its own data to determine the most effective layout. Which alternative layout will reduce the current extra transportation waste? How much will it be reduced and does this amount justify the movement of equipment? This analysis will make you more productive and efficient to better satisfy your customers and your bottom line.
If you are interested in learning more about becoming more efficient through alternative plant layouts, please contact Insyte Consulting: info@insyte-consulting.com.